
EMO 2023: Crazy Tools in voller Aktion!

Anlässlich der Weltleitmesse für Produktionstechnologie präsentiert Mikron Tool bahnbrechende Neuheiten: innovative Fertigungslösungen für die Medizintechnik, Hochleistungsbohrer für Titan und rostfreien Stahl, abdrängungsfreie Mikrofräser mit integrierter Kühlung, und Kapazitäten einsparende Ingenieurdienstleistungen.
Live-Demos der ultimativen Zerspanungshighlights
Die innovations- und technologiebegeisterte Mikron Tool hat auch dieses Jahr für die EMO in Hannover, die vom 18. – 23. September 2023 stattfindet, wieder ziemlich verrückte Werkzeugideen und ganzheitliche Fertigungsstrategien für den Highend-Markt parat. Und diesmal präsentiert Mikron Tool ihre neusten Zerspanungslösungen in voller Aktion auf einem 5-Achs Highspeed Bearbeitungszentrum des Typs DMP 35 von DMG MORI. Span(n)ende Anwendungsvorführungen in Titan und rostfreiem Stahl sind geplant.
Titan ist hoch anspruchsvoll
Angefangen bei einer von den Tessiner Zerspanungsspezialisten entwickelten Fertigungsstrategie für ein Knochenimplantat aus dem nicht ganz unproblematischen Reintitan Grad 2. Generell zeichnet sich Titan durch eine bemerkenswert hohe Festigkeit bei einer geringen Dichte aus. Es reagiert schnell mit dem Sauerstoff der Luft und so entsteht eine sehr beständige Oxidschicht, die vor Korrosion schützt.
Diese Eigenschaften sind zugleich die Vorteile im Einsatz von Titan, aber auch die Nachteile bei der Zerspanung. Das hier verwendete kommerzielle Reintitan Grad 2 (3.7035 - EN Ti 2 / ASTM B348), - das in der Medizintechnik wegen seiner hohen Korrosionsbeständigkeit und ausgezeichneten Biokompatibilität als Referenz für sämtliche Implantat-Materialien gilt, - fordert die Zerspaner heraus.
Ein Problem sind die extrem hohen Temperaturen, die in der Schneidzone entstehen, da die Wärmeleitfähigkeit des Leichtmetalls sehr gering ist. Die Wärme kann nicht über den Span oder das Werkstück abgeführt werden. Das führt zu einer hohen Temperaturbelastung der Schneide.
Eine weitere Problematik stellt die Kombination von hoher Elastizität und Zugfestigkeit dar. Wegen der hohen Zähigkeit ist der Spanbruch erschwert. Darüber hinaus neigt Titan zur Bildung von Aufbauschneiden. Das zusammen genommen führt zu höherem Werkzeugverschleiss und verringert die Prozesssicherheit.
Innovative und effiziente Fertigungsstrategien für die Medizintechnik
Mikron Tool - dank ihrer Expertise in puncto schwer zerspanbarer Werkstoffe - verfügt über hocheffiziente Werkzeuge für dieses widerspenstige Material, sowohl im Katalogprogramm als auch als Sonderwerkzeuge. Beim Zerspanungsprozess einer anterioren zervikalen Knochenplatte, den Mikron Tool während der EMO präsentieren wird, zahlen diese sich aus.

Die medizintechnische Komponente wird von den Spezialisten des Technology Centers in einer Aufspannung aus dem Vollen mit insgesamt zehn Werkzeugen zerspant. Die Stützstege werden auf ein Minimum reduziert, um die Nachbearbeitung so gering wie möglich zu halten. Des Weiteren soll der Produktionszyklus signifikant reduziert werden, ohne dass die Oberflächengüte darunter leidet. Das Ergebnis lässt sich sehen. Es gelang, die Bearbeitungszeit – im Vergleich zu heute üblichen Fertigungsverfahren - um 70 % auf 8 Minuten zu senken.
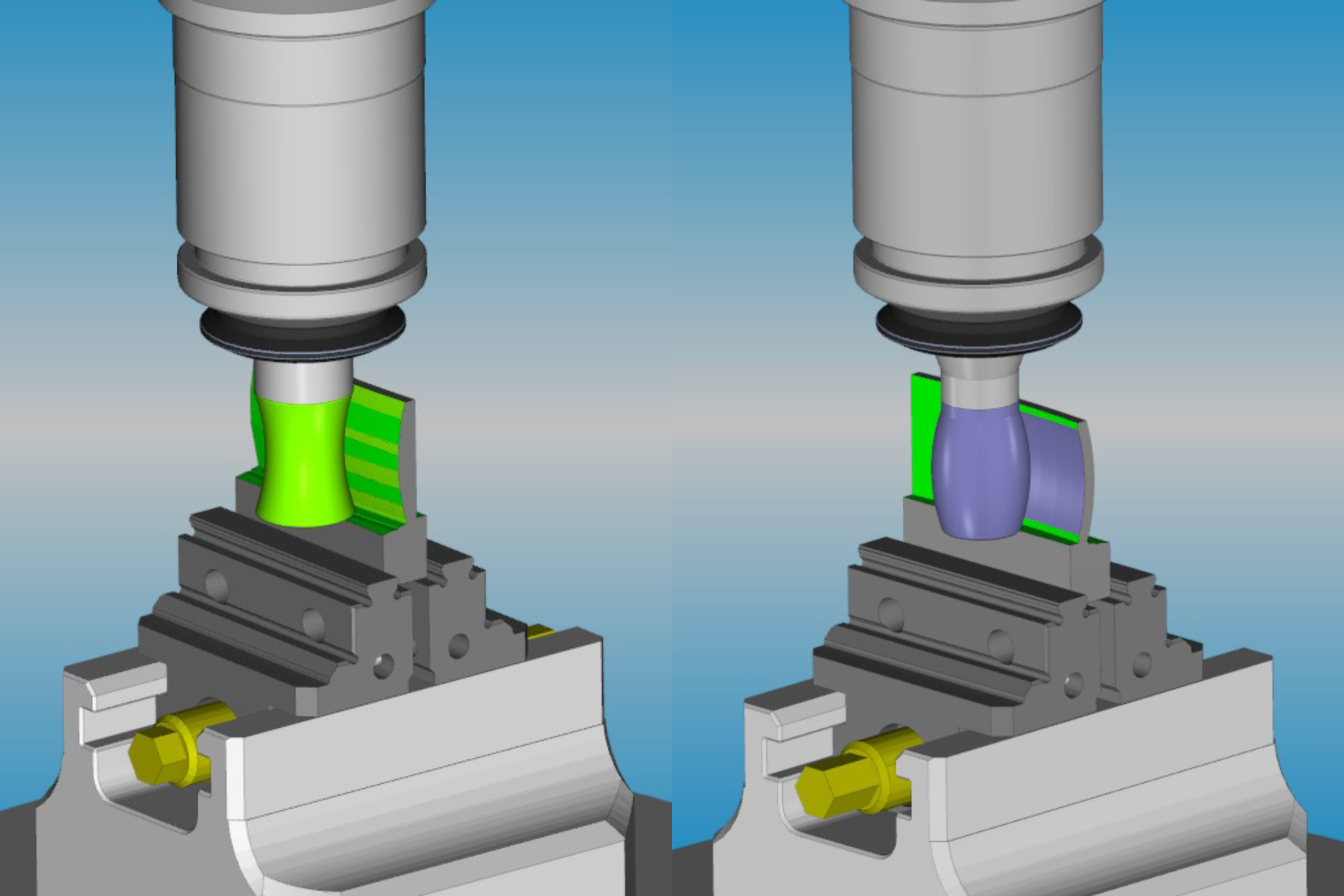
Beim Schruppen kommen die Fräser der CrazyMill Cool-Familie zum Einsatz, die sich durch ein ausgeklügeltes Kühlungssystem auszeichnen. Das ist gerade bei Titan von enormem Vorteil: Der starke KSS-Strahl kühlt die Schneidzone massiv und kontinuierlich, spült gleichzeitig die Späne heraus und verhindert deren mehrfache Zerstückelung.
Um die konkave resp. konvexe Implantatoberfläche zeiteffizient herauszufräsen, setzt Mikron Tool speziell entwickelte Profilfräser (Sonderwerkzeuge sind eine Kernkompetenz von Mikron Tool) ein, die zudem zu verbesserter Qualität und Präzision des Werkstücks führen. Als Ergebnis erzielt man mit Ra = 0.13 μm (Rz = 0.93 μm) eine hervorragende Oberflächenqualität.
Bohren in Titan ist heikel
Bohren in Titan ist eine noch grössere Herausforderung als Fräsen. Durch die zähelastische Eigenschaft des Titans wird der Bohrer verklemmt, der Druck auf die Schneiden nimmt zu. Materialverklebung an Schneiden und Führungsfasen erhöht die Schnittkräfte, infolgedessen die Schneidkanten ausbrechen können. Sind die Oberflächen einmal beschädigt, bleibt noch mehr Material haften, was die Reibung erhöht. Überdies ist auch die Spanform problematisch. Denn die Titan-Späne verdichten sich gerne im Kopfbereich und verhindern das Nachfliessen weiterer Späne. Das führt oft zu unkontrollierten Bohrerbrüchen. Die schon erwähnte enorme Hitzeentwicklung belastet die Schneiden, was zu Mikroausbrüchen und letztlich zu Schneidenausbrüchen führt.
Titan ist nicht gleich Titan
Wer dieses Material effizient bearbeiten will, muss es bis ins kleinste Detail kennen. Mikron Tool hat bei seiner Entwicklungsarbeit die verschiedenen Titan-Werkstoffe untersucht. Dabei haben die Zerspanungsexperten herausgefunden, dass sich die Titansorten zerspanungstechnisch extrem voneinander unterscheiden, was für deren industrielle Bearbeitung von höchster Relevanz ist. Reintitan (Grad 1–4) zeichnet sich durch hohe Korrosionsbeständigkeit aus, hat aber dafür geringere mechanische Festigkeiten. Legiertes Titan (Grad 5 und höher) hat eine hohe Festigkeit, aber eine geringe Duktilität.

Jedem Titan seinen Bohrer
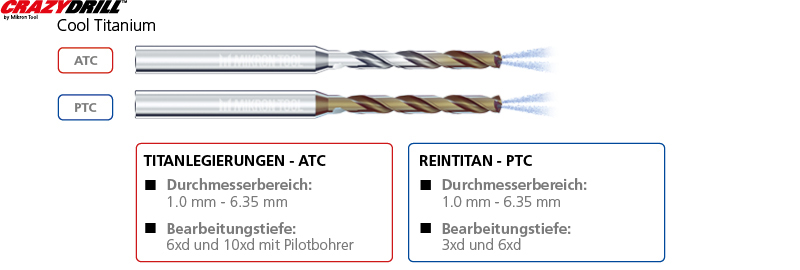
Beim Konzipieren von Titanbohrern der neuesten Generation hat Mikron Tool diese Unterschiede berücksichtig und als gegenwärtig beste Lösung bei der Auslegung solcher Bohrer zwei werkstoffspezifische Schneidengeometrien identifiziert. Das Ergebnis ist der neue CrazyDrill Cool Titanium ATC/PTC, der mit einer Geometrie ATC für Titanlegierungen und mit einer Geometrie PTC für Reintitan verfügbar ist. Dank der neuen Eigenschaften der Bohrer ist es den Anwendern nun möglich, Titan mit maximaler Geschwindigkeit bei dreimal längerer Standzeiten als üblich und höchster Prozesssicherheit zu zerspanen.
Die Crazy Tools zeigen ihre Stärken
Anlässlich der EMO stellt Mikron Tool erstmalig das gesamte Programm der neuen Titanbohrerserie vor. Und auch hier haben die Fachbesucher die Gelegenheit, die Leistungsfähigkeit der Version ATC beim Bohren der Titanlegierung Grad 5 TI6AIV4 bis
10 x d in einem Schuss zu verfolgen.
Bei der oben erwähnten Fertigung der Knochenplatte findet hingegen der CrazyDrill Cool Titanium PTC seine Anwendung im Bohren der Passagen für den Kirschner-Draht und kann dabei seine aussergewöhnlichen Eigenschaften voll zur Geltung bringen.
Eine weitere Neuheit ist der abdrängungsfreie Mikrofräser CrazyMill Cool Micro. Dank materialspezifischen Hochleistungsgeometrien und integrierter Kühlung bis zum kleinsten Durchmesser von 0.2 mm erzielt der Winzling nie dagewesene Zielgrössen. Der Anwender profitiert von bis zu dreimal schnelleren Fräsprozessen, doppelten Standzeiten und maximaler Prozesssicherheit beim Mikrozerspanen anspruchsvoller Werkstoffe. Auch er zeigt seine Stärke beim Zerspanen der medizintechnischen Komponente.

1-Schussbohren bis zu 40 x d in INOX & Co
Auch Tieflochbohren in rostfreien Stählen wird thematisiert. Das Angebot Mikron Tools enthält eine Vielzahl von Hochleistungswerkzeugen, eigens entwickelt für diesen Werkstoff. So läuft beispielsweise der Bohrer CrazyDrill Cool SST-Inox in einem korrosionsbeständigen martensitischen Stahl 1.4057 X17CrNi16-2 (AISI 431) auf der EMO zur Höchstform auf.
Das Material ist heikel. Es neigt zur Bildung langer Späne, die sich verkeilen und dadurch zum Bohrerbruch führen. Das verhindert dieser Bohrer durch ein neuartiges Spannutenprofil mit Spanbrecherfunktion. Dadurch generiert er kompakte, gekrümmte und vor allem kurze Späne, während eine erweiterte Spannutenform im hinteren Bereich für deren perfekte Abfuhr sorgt. In Kombination mit einer neuartigen Spitzengeometrie und einem Kühlkonzept, das bis zu viermal mehr Kühlmenge an die Bohrerspitze führt, kann der Anwender korrosions- und hitzebeständige Stähle und sogar CoCr-Legierungen prozesssicher bis zu 40 x d bohren – in einem einzigen Bohrstoss. On the top: er ist zehnmal schneller und hat eine fünfzehnmal höhere Standzeit gegenüber heute geltenden Standards. Signifikant gesenkte Zykluszeiten und lange Werkzeugstandzeiten garantieren bei hervorragenden Bohrungsqualität hohe Rentabilität.

Flexibel in die Tiefe bis zu 50 x d
Ein weiteres Highlight auf der EMO ist der CrazyDrill Flex, der Mikro-Tieflochbohren bis zu
50 x d im Durchmesserbereich – je nach Werkstoff - ab 0.1 mm bis 2 mm ermöglicht. Diesen Bohrer gibt es in drei Varianten mit spezifischen Schneidengeometrien für Stahl, Titan und rostfreie Materialien, die minimale Eindringkräfte ermöglichen und somit hochpräzises Bohren ermöglichen. Das flexible patentierte Mittelstück mit reduziertem Querschnitt sorgt für Elastizität (Flexibilität) und gleichzeitig für höhere Steifigkeit als bei Bohrern mit durchgehender Spirale. Der Mikrotieflochbohrer kann so einen Mittenversatz von bis zu 40% seines Durchmessers mühelos kompensieren, ohne abzubrechen. Er garantiert dem Nutzer kürzere Bearbeitungszeiten (bis zu zehnmal schneller als Erosion), und dennoch - dank der reduzierten Eindringkraft - hohe Präzision sowie höchste Prozesssicherheit.

Kapazitäten einsparende Ingenieurdienstleistungen
Bei den anwendungsspezifischen Technologielösungen von Mikron Tool geht es in erster Linie darum, möglichst effiziente Fertigungsprozesse für den Kunden - oft in enger Kooperation - zu realisieren und sämtliche Einsparpotenziale auszuloten. Mikron Tool nutzt dafür nicht nur die Leistungsfähigkeit der Crazy Tools, sondern auch ihr Knowhow in Materialwissenschaft und Werkzeugmaschinentechnologie, in Verbindung mit neuester Steuerungssoftware.

Neben der professionellen Unterstützung und Begleitung durch das technisch hochversierte Verkaufsteam und den Ingenieuren der Mikron Tool (insbesondere auch bei der Entwicklung kundenspezifischer Werkzeuglösungen) können die Konstrukteure neuerdings auch das Dienstleistungsangebot des Technology Centers nutzen, das mit den neuesten Werkzeugmaschinentechnologien ausgestattet ist.
Wenn ein Unternehmen neue Fertigungsmethoden testen oder eine bestehende Fertigungsstrategie optimieren möchte, erfordert das erhebliche Investitionen in Personal, Technologie und Ausrüstung sowie das notwendige Know-how. Zudem blockieren interne Tests die eigenen Kapazitäten. Da schaffen die Crazy Services Abhilfe, die verschiedene Leistungspakete enthalten:
- Werkzeug-Evaluierung
- Prozessdefinition
- Standzeittest
- Prozessentwicklung
- Komplettlösungen & Prototypen.
Was mit einem einfachen Bohr- oder Frästest beginnt, kann durchaus mit einer komplexen Studie eines Gesamtprozesses inklusive Prozessvalidierung enden. Immer unter dem Aspekt, dass die angebotene Lösung dem Kunden einen klaren Mehrwert verschafft.

Eine weitere Empfehlung, bei den Kreativzerspanern aus Agno auf der EMO vorbeizuschauen. Alle Besucher sind zudem herzlich eingeladen, am „Crazy Titanium Quiz“ teilzunehmen und dabei span(n)ende Preise rund um das Thema Titan zu gewinnen.
Mikron Tool, more than tools!
Halle 3, Stand I05