
L'usinage devient plus facile grâce aux nouveaux outils de coupe haute performance « incroyables »
- Mikron Tool, le fabricant suisse d'outils de coupe pour le micro-usinage de matériaux difficiles, présente fièrement ses nouveaux outils en carbure monobloc.
Mikron Tool, le fabricant suisse d'outils de coupe pour le micro-usinage de matériaux difficiles, est fier de présenter ses nouveaux outils en carbure monobloc. Les nouvelles fraises toriques CrazyMill Cool CF, le nouveau CrazyDrill Flex Titanium ATK pour le perçage profond de composants en titane allié et CrazyMill Knee, une gamme complète de fraises haute performance et de stratégies pour l'usinage de genoux. Mikron Tool confirme une fois de plus son leadership absolu dans les applications de micro-usinage haute performance.
CrazyMill Cool CF - Fraises sans vibrations avec de nouveaux profils toriques
Mikron Tool, le fabricant suisse d'outils de coupe pour le micro-usinage de matériaux difficiles, est fier de présenter ses nouveaux outils en carbure monobloc à l'EMO 2025. Les nouvelles fraises toriques CrazyMill Cool CF, la nouvelle CrazyDrill Flex Titanium ATK pour le forage profond de composants en titane allié et CrazyMill Knee, un ensemble complet de fraises et de stratégies haute performance pour l'usinage de genoux. Mikron Tool confirme une fois de plus son leadership absolu dans les applications de micro-usinage haute performance.
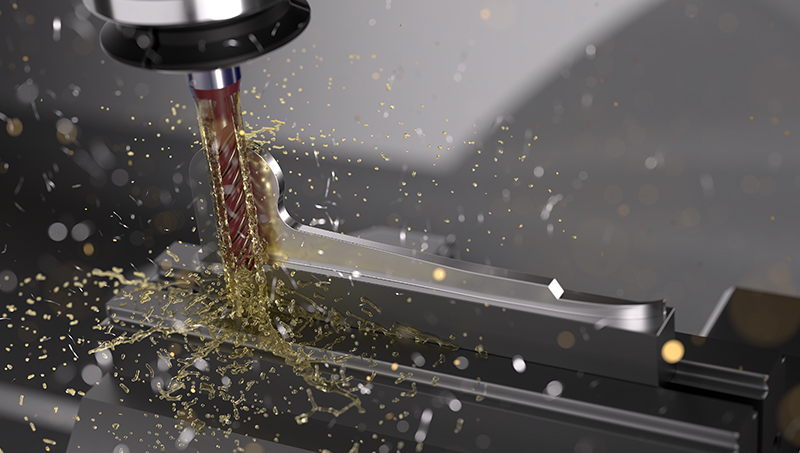
La CrazyMill Cool CF est une fraise micro haute performance conçue pour des vitesses d'usinage très élevées et capable de traiter des structures de composants très complexes et délicates. L'équilibre parfait entre l'angle de coupe, l'angle de dépouille et le conditionnement de l'arête de coupe se traduit par de faibles forces de coupe radiales et garantit ainsi les meilleures tolérances de forme et d'équerrage, même en cas d'engagement axial maximal.
Sa géométrie de coupe spécifique, associée à un processus de fraisage dynamique, en fait la fraise idéale pour les pièces délicates à parois minces ou pour les pièces instables lors du serrage, ce qui est particulièrement fréquent dans le domaine médical (plaques osseuses) et l'industrie aérospatiale (composants structurels), ainsi que dans l'industrie horlogère. CrazyMill Cool CF est également très efficace et précise, permettant d'obtenir une excellente qualité de surface (Ra 0,5 µm ou mieux). Elle fonctionne silencieusement lors de la coupe de rainures, de poches ou d'autres tâches d'usinage de grand volume.
La fraise est disponible immédiatement dans des diamètres de 1 à 8 millimètres et en deux longueurs de coupe différentes (3 x d et 4 x d).
Aujourd'hui, les nouvelles fraises CrazyMill Cool CF sont disponibles avec différentes options de profil de rayon d'angle.
Les composants mécaniques nécessitent différentes formes d'angles inférieurs en fonction des différentes conceptions requises pour l'application spécifique. Les angles vifs ou les angles arrondis ont leurs propres fonctions spécifiques, allant de la nécessité d'optimiser l'espace disponible (angle vif) à celle d'augmenter la robustesse d'une pièce (angle arrondi). Afin de répondre à tous les besoins des différentes applications et marchés, Mikron Tool propose désormais en stock, avec la nouvelle extension de la gamme CrazyMill Cool CF Corner Radius, une large gamme de rayons de différentes tailles pour toute la plage de diamètres (Ø 1 – Ø 8 mm).
Micro-perçage profond d'alliages de titane avec le nouveau CrazyDrill Flex Titanium ATK
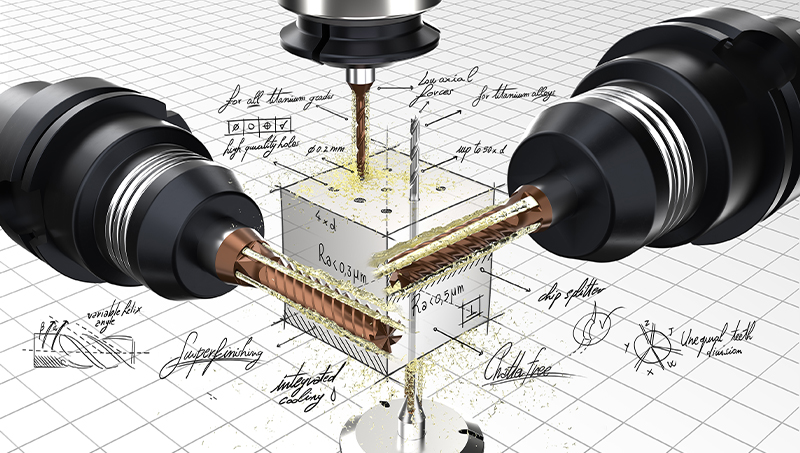
Avec le nouveau CrazyDrill Flex Titanium ATK, Mikron Tool a développé un foret haute performance qui garantit un perçage profond optimal pour le titane allié. Ceci est rendu possible grâce à une géométrie de coupe spécialement conçue et à des processus de perçage avec brise-copeaux, qui maintiennent les copeaux courts et permettent un enlèvement sûr des copeaux.
Le titane de grade 5 (Ti-6Al-4V) est un alliage de titane contenant 6 % d'aluminium et 4 % de vanadium, communément appelé Ti 6Al-4V. C'est l'alliage de titane le plus utilisé en raison de son rapport résistance/poids élevé, de son excellente résistance à la fatigue et de sa bonne résistance à la corrosion. Ces propriétés l'ont rendu de plus en plus populaire dans de nombreuses industries. Son adoption croissante implique une demande croissante d'outils de perçage haute performance. Cependant, la mauvaise usinabilité du matériau, en particulier dans les applications de perçage profond, présente des défis importants. Le contrôle des copeaux, la rectitude du perçage et la circularité du trou sont particulièrement difficiles à maintenir.
Ces exigences du marché, en particulier dans le domaine médical (par exemple, le perçage de vis à os canulées et d'aiguilles ophtalmiques), ont motivé le développement de solutions de perçage profond stables et performantes, capables de surmonter ces limitations.
Le nouveau CrazyDrill Flex Titanium ATK pour le perçage profond de titane allié présente les avantages et propriétés suivants :
- Excellent centrage automatique
- Fiabilité maximale du processus
- Évacuation parfaite des copeaux
- Adhérence réduite du matériau
Le nouveau CrazyDrill Flex Titanium ATK permet un temps de perçage beaucoup plus court que les autres technologies de perçage, telles que les forets à lèvre unique, la micro-érosion ou les méthodes laser. Ce produit est disponible en
- 182 articles,
- Longueurs 30 x d et 50 x d
- Diamètres de Ø0,3 mm à Ø2,0 mm par incréments de 0,01 mm
- -0,003/-0,006
- Amincissement de l'âme pour un autocentrage optimisé
- Angle d'hélice de 30°
- Rainures optimisées pour réduire l'adhérence du matériau et améliorer l'évacuation des copeaux

CrazyMill Knee : une gamme complète de fraises et de stratégies haute performance pour l'usinage du genou
Les fabricants d'implants du genou sont confrontés à un triple défi : ils doivent usiner plus rapidement, réduire les coûts et maintenir une grande précision, car les implants sont de plus en plus personnalisés pour chaque patient. Certains composants posent des difficultés particulières. Les plateaux tibiaux exigent des surfaces sans bavures et une excellente finition pour assurer une connexion parfaite avec le reste de l'implant. L'insert de roulement, qui relie le plateau tibial à l'implant fémoral, doit épouser précisément les courbes complexes des surfaces du condyle fémoral. L'usinage des composants fémoraux est particulièrement difficile en raison de leurs formes complexes et des matériaux utilisés.
L'utilisation croissante de matériaux haut de gamme tels que les alliages de cobalt-chrome dans les composants tibiaux et fémoraux ajoute une couche de complexité supplémentaire au processus de fabrication. D'une part, ils sont préférés en raison de leur excellente biocompatibilité, de leur stabilité chimique, de leur résistance et de leur résistance à l'usure. D'autre part, leur résistance, leur dureté élevée (450-600 HV - 40-50 HRC) et leur ténacité rendent les alliages CoCr particulièrement difficiles à usiner. Ces propriétés des matériaux entraînent généralement des difficultés d'usinage telles qu'une durée de vie réduite des outils, une finition de surface médiocre et la formation d'arêtes rapportées.
En plus de ces propriétés difficiles, les composants fémoraux contiennent généralement des oxydes, des résidus de fusion ou des supports d'impression 3D qui doivent être éliminés et qui peuvent être particulièrement durs, abrasifs et difficiles à enlever.
Fort de ses nombreuses années d'expérience et de sa connaissance approfondie des défis de ce secteur, Mikron Tool aide les fabricants d'implants du genou à améliorer la qualité de leurs pièces, à réduire les temps de cycle et à garantir une production fiable et continue.
Mikron Tool a élaboré une stratégie sur mesure et conçu huit outils spécifiques pour l’usinage des plaques tibiales et cinq fraises pour les composants fémoraux. Cette solution permet de réduire le temps d’usinage et d’améliorer la qualité de la surface jusqu’à Ra 0,25, ce qui réduit considérablement le temps de traitement de surface après l’usinage.
Tous les nouveaux outils sont dotés d'un revêtement exclusif et innovant, dur et résistant à l'oxydation, aux températures extrêmes et à l'usure. Il réduit l'usure adhésive, la formation de fissures et l'écaillage, ce qui prolonge la durée de vie des outils.
