
Perçage du titane dans les plus petits diamètres
La tendance à la miniaturisation exige des outils de plus en plus petits et performants, qui garantissent des processus sûrs et une précision maximale. Cela vaut également pour l'usinage du titane.
Le titane est difficile à usiner, sa ténacité et sa résistance élevées ainsi que sa faible conductivité thermique ne sont que quelques-unes des raisons qui expliquent son comportement d'usinage capricieux.

Avec CrazyDrill Titanium TN / TK, Mikron Tool offre un micro-foret parfaitement adapté au titane pur et aux alliages de titane dans la gamme de diamètres de 0.2 à 2 mm (.008“ à .078“, fractions de pouce disponibles) et pour des profondeurs de perçage de 3 x d et 6 x d. Le foret en carbure de tungstène est disponible en deux versions : CrazyDrill Titanium TK avec canaux de refroidissement intégrés dans la queue (min. 15 bar ou 220 psi) et CrazyDrill Titanium TN pour l’usinage avec lubrification externe.
CrazyDrill Titanium TK – lubrification intégrée dans la queue
Le défi : Charge thermique élevée
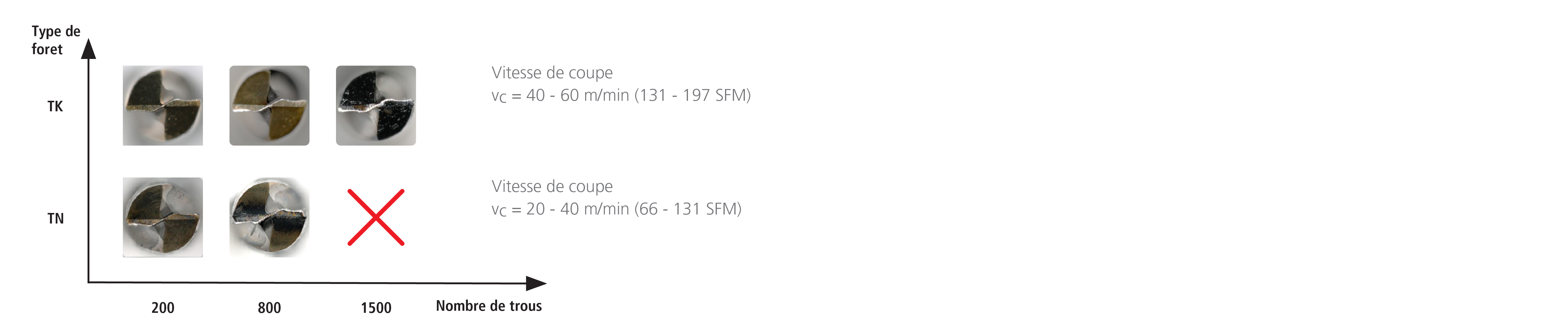
Lors du perçage du titane, la charge thermique élevée de l'arête de coupe représente un défi. Cela entraîne des micro-ébréchures sur l'arête de coupe et augmente l'usure de l'outil. Les meilleures technologies de refroidissement pour les forets de plus de 1 mm (pression de lubrification minimum 40 bars nécessaire) sont constituées de canaux de refroidissement hélicoïdaux internes qui sortent à la pointe de la mèche. Pour les forets d'un diamètre supérieur à 0,2 mm, d'autres technologies sont nécessaires pour garantir un processus de perçage stable et fiable !

La solution : Lubrification intégrée dans la queue
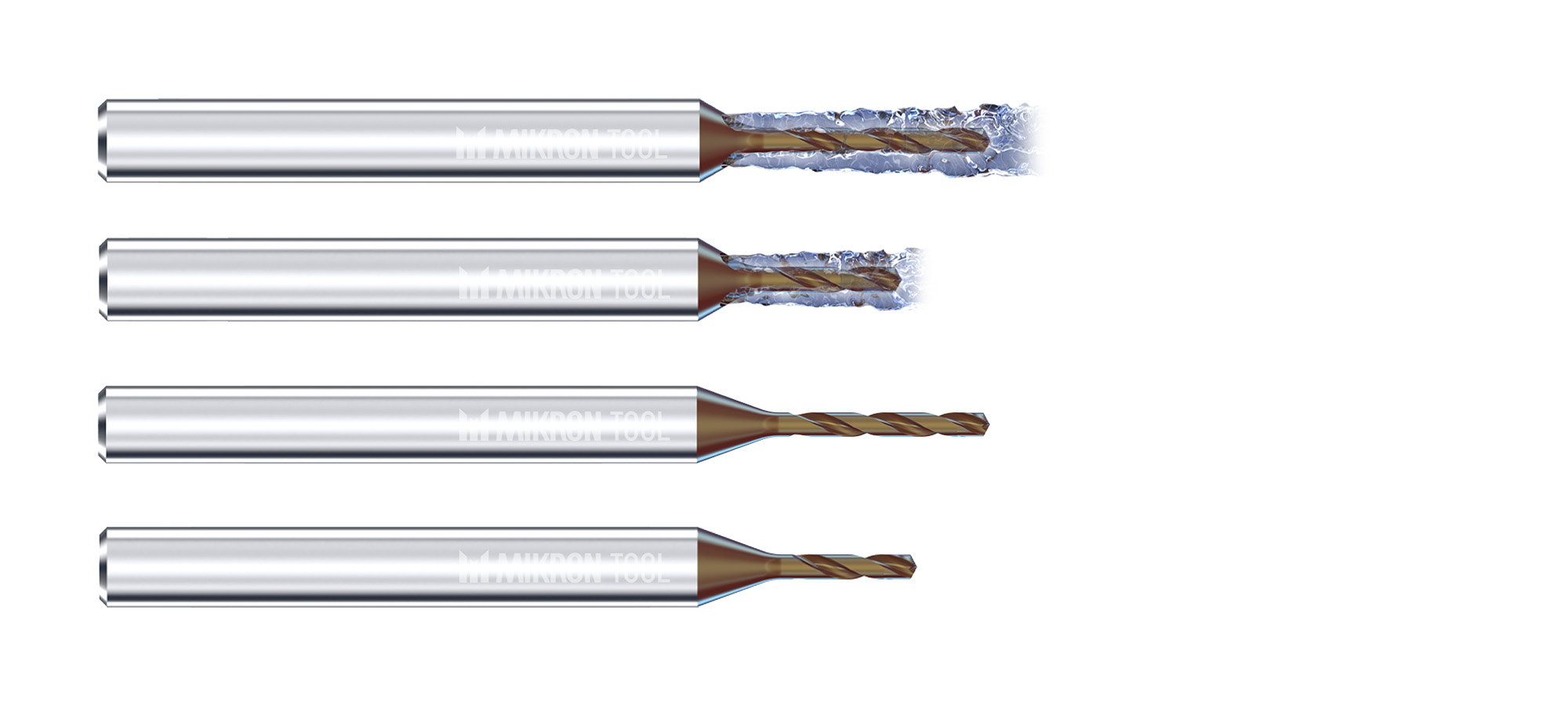
L'apport du liquide de refroidissement par canaux de lubrification hélicoïdaux intérieurs n'est pas adaptée pour les micro-forets, car une pression extrêmement élevée serait nécessaire. La solution de Mikron Tool est le CrazyDrill Titanium TK avec un système d'arrosage intégré dans la queue, qui permet d'alimenter directement et massivement le foret en liquide d'arrosage, d'évacuer la chaleur et ainsi de garantir une longue durée de vie. Le jet continu de liquide de refroidissement assure en outre une évacuation optimale des copeaux, pour cela une pression minimale de 15 bars est toutefois requise.
Mikron Tool propose également, sur demande, CrazyDrill Titanium TN comme solution en cas de refroidissement extérieur.

Comparaison entre le système de refroidissement intégré dans la queue et le refroidissement extérieur :
Géométrie de coupe spécifique
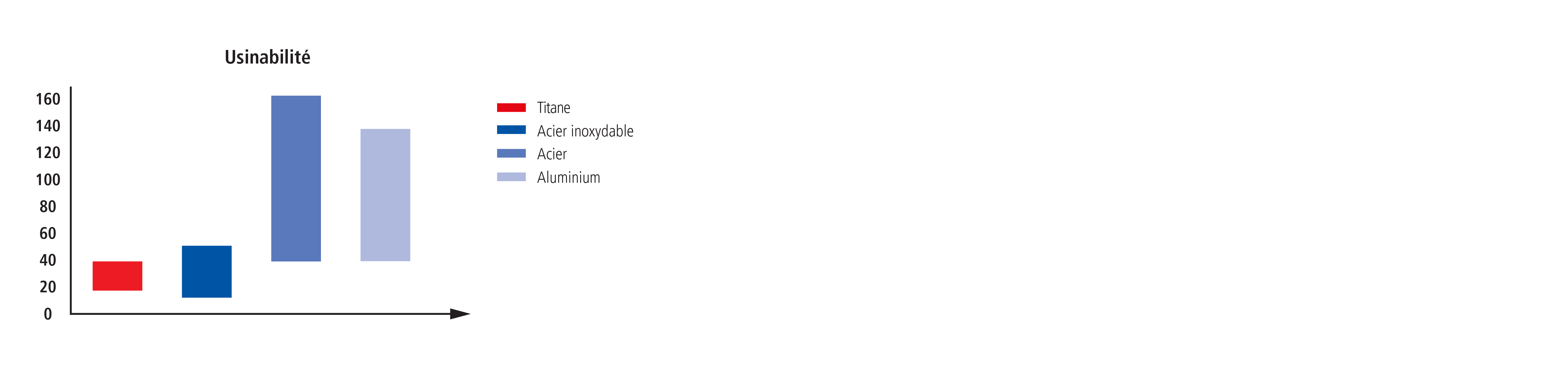
Le défi : Faible usinabilité du titane
L'usinage du titane est généralement plus difficile que celui d'autres matériaux comme l'acier et l'acier inoxydable. Pour usiner le titane de manière efficace et efficiente, une géométrie de coupe spéciale est nécessaire.
La solution : Géométrie de coupe spécifique pour tous les types de titane
En utilisant un cycle de perçage profond avec rupture et enlèvement des copeaux et en appliquant un concept de refroidissement à travers la queue, Mikron Tool a développé une géométrie adaptée à toutes les nuances de titane et présentant les caractéristiques suivantes :
Avantages:
- Bon auto-centrage
- Sécurité de processus
- Évacuation parfaite des copeaux
- Réduction des soudures froides

Réduction de la pression de coupe et de la force axiale
Le défi : Haute force axiale
Une géométrie de pointe conventionnelle avec un grand noyau crée une force axiale élevée qui conduit à la flexion de la pièce. Cette situation est encore plus grave dans le cas de pièces en porte-à-faux ou à parois minces.

La solution : Géométrie de coupe spécifique de la pointe pour le titane
CrazyDrill Titanium TK/TN développé avec une arrête de coupe transversale réduite et une géométrie de coupe spéciale génèrent de faibles forces axiales.
Il en résulte une réduction de la force de 25% à 45%.

Exemple :

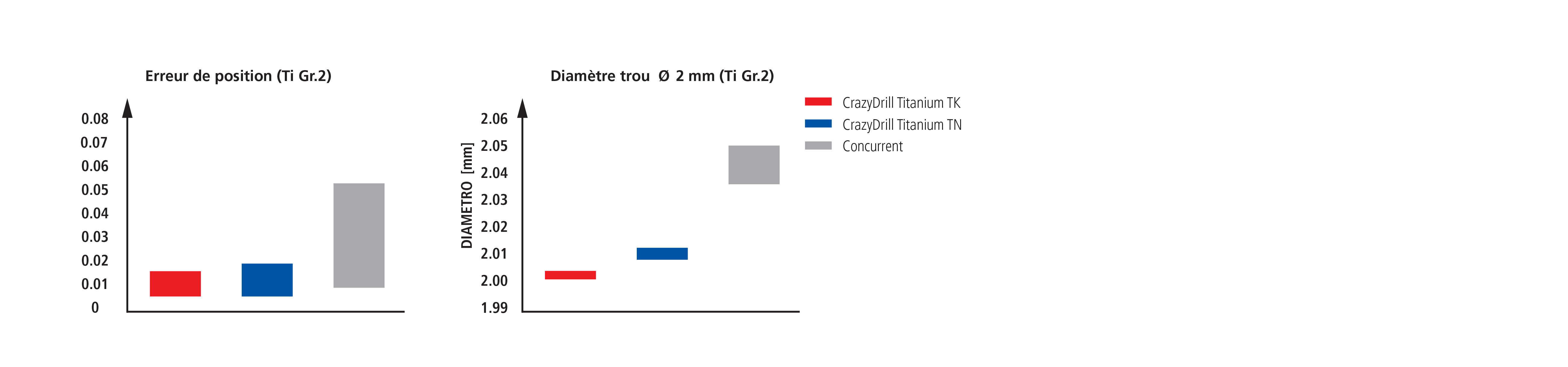
Précision maximale
Le défi : Précision de perçage
Le titane a un allongement et une résistance à la traction élevées. C'est pourquoi les exigences en matière de qualité de surface, de précision du diamètre, de la concentricité et de la position sont très élevées.

La solution : Géométrie du foret spécifique pour le titane
Une combinaison géométrique parfaite pour les meilleurs résultats :
- Pointe du foret / arête de coupe transversale : - faible force axiale à bon positionnement & faible déviation
- Listels étroits : - prévention de l’adhérence du matériau - bonne qualité de surface
- Protection de l’arête de coupe : - arêtes de coupe stables (pas de rupture) - diamètre de perçage précis
Votre CrazyDrill Titanium TN/TK personnalisé
Mikron Tool propose également CrazyDrill Cool TN/TK dans des variantes spécifiques au client :
- Foret coupe à gauche.
- Forets dont les diamètres et les longueurs varient par rapport au programme standard.
Vous désirez plus d'informations sur nos possibilités? Contactez-nous ici.