Nouvelle fraise de superfinition
pour une qualité de surface aspect rectifié
Le dernier développement de Mikron Tool, CrazyMill Cool SF, une fraise haute performance pour la superfinition, établit à nouveau une référence en matière de qualité de surface : elle fraise des surfaces en qualité de rectification et remplace les opérations de finition ultérieures !
Cela est possible grâce à l'adaptation parfaite d'un tout nouveau concept de fraisage, comme un substrat en carbure sur mesure à base de grains très fins, un concept d’arrosage intégré à haute performance et très efficace, un conditionnement des arêtes de coupe spécifiquement développé pour la superfinition. À cela s'ajoute une nouvelle géométrie de coupe avec denture asymétrique et des angles d'hélice hétérogène.
Dans l'acier inoxydable 316L, par exemple, CrazyMill Cool SF obtient une qualité de surface inférieure à Ra 0,3 µm de manière constante pendant plus de sept (!) heures d'usinage !
Deux versions de fraises sont disponibles, à cinq dents (≤ Ø 2.5 mm) et six dents
(≥ Ø 3 mm) dans la gamme de diamètres de 1.0 – 8.0 mm (.039“ – .315“, fractions de pouce disponibles). Version M pour longueur de tranchants jusqu’à 3 x d et version N pour 4 x d.
CrazyMill Cool SF - L’heure de la superfinition !
Le défi : Éviter et/ou réduire le polissage ultérieur
La plupart des composants usinés nécessitent un traitement de surface ultérieur tel que le microbillage, le sablage, le polissage, la tribofinition, etc. Ces étapes de finition peuvent être très coûteuses et prendre beaucoup de temps. L'amélioration de la qualité de surface par des processus de fraisage de superfinition pourrait éviter ou réduire les opérations ultérieures.
La solution : Fraisage de la surface au-dessous de Ra 0.3 µm
La nouvelle fraise CrazyMill Cool SF se caractérise par des arêtes de coupe extrêmement lisses et bien affûtées, une denture asymétrique, un angle d'hélice différent à chaque tranchant et un nombre de dents élevé. Ces caractéristiques permettent une faible pression de coupe radiale et un fonctionnement extrêmement silencieux, le résultat étant des surfaces de fraisage de qualité rectifiée. Après l'usinage, les surfaces présentent une valeur de rugosité étonnante de Ra 0,3 µm, voire mieux, aussi bien dans le sens du fraisage (Ra parallèle) que dans le sens de l'axe de la fraise (Ra 90°).
Cela permet de raccourcir le processus de fabrication, car la finition des surfaces peut être évitée ou considérablement réduite.
Application : Industrie horlogère Ti Gr5 (3.7165)

Application : Pince hémostatique 17-4 PH

Application : Plaque de compression radiale Ti Gr.2 (3.7035)

La miniaturisation
Le défi : La miniaturisation
La miniaturisation des outils de fraisage requière de réaliser des géométries de coupe complexes, même pour des diamètres inférieurs à 3 mm. Le plus grand défi consiste à rectifier ces géométries compliquées sur des sections de fraise exiguës comportant un nombre élevé de goujures tout en assurant la répétabilité en série des exigences de qualité majeurs que nous apportons à nos outils, et ce pour sécuriser le processus de production à long terme.

La solution : Des opérateurs de machines hautement qualifiés et des moyens de production adaptés
Des rectifieuses ultramodernes avec des paliers hydrostatiques et des technologies de meules à la pointe du progrès sont essentielles pour la fabrication des micro-outils les plus modernes. Des appareils de mesure numériques de haute précision, capables de détecter des écarts allant jusqu' au micron, sont en outre indispensables.
L'équipe de production de Mikron Tool est spécifiquement formée et maîtrise les différents dispositifs mis à disposition pour une fabrication suivant les processus les plus modernes dans le domaine de la microtechnique. Le standard de qualité très élevé des fraises à haute performance exigé par Mikron Tool garantie la réalisation, tant dans la précision que dans la qualité, de la pièce à usiner.

Éviter les vibrations lors du fraisage
Le défi : Éviter les vibrations lors du fraisage
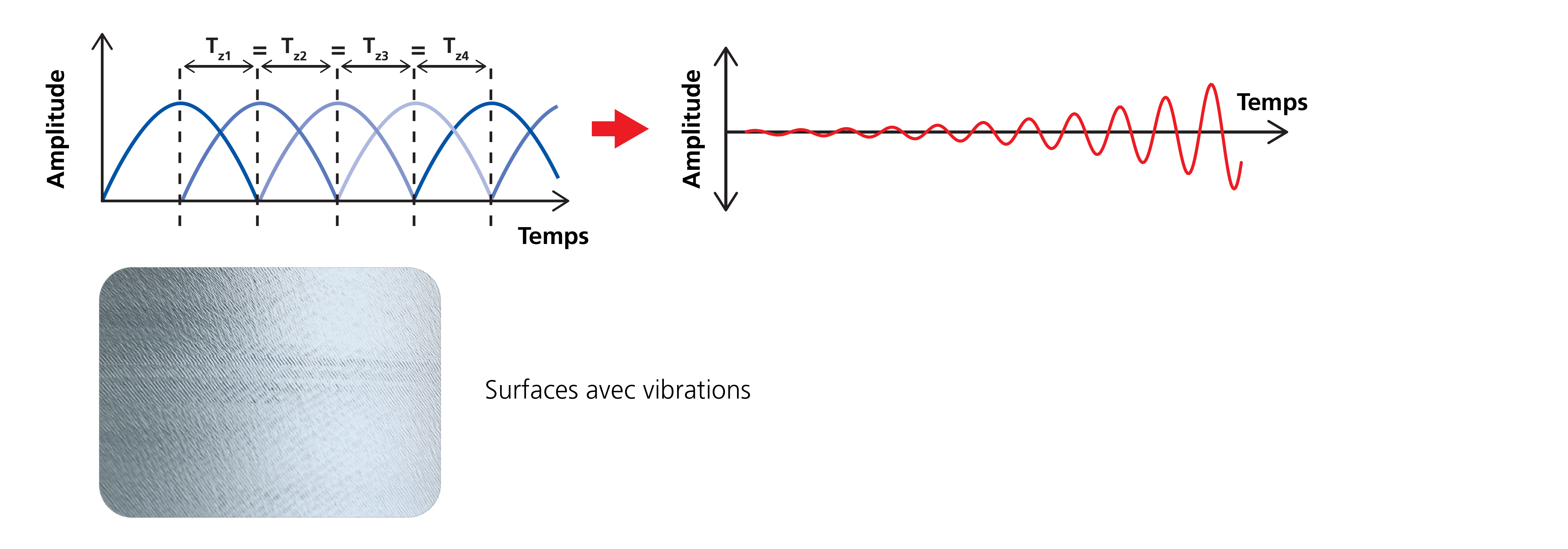
Le fraisage conventionnel est un processus d'usinage avec une coupe interrompue en continu. Chaque arête de coupe exerce une certaine pression sur le matériau. Lorsque l'arête de coupe quitte la matière, la pression est à nouveau relâchée.
Cela se produit avec toutes les arêtes d'une fraise de conception symétrique, à une fréquence prédéfinie en fonction du "nombre d'arêtes de coupe" x "vitesse de rotation".
Si la fréquence reste régulière (voir graphique) (TZ1 = TZ2 = TZ3 = TZ4), elle peut entraîner une augmentation de la déviation maximale à la fréquence de résonance. Il en résulte des vibrations et, par conséquent, des marques de battement sur la pièce à usiner.
Dynamique régulière
La solution : Éviter les fréquences de résonance
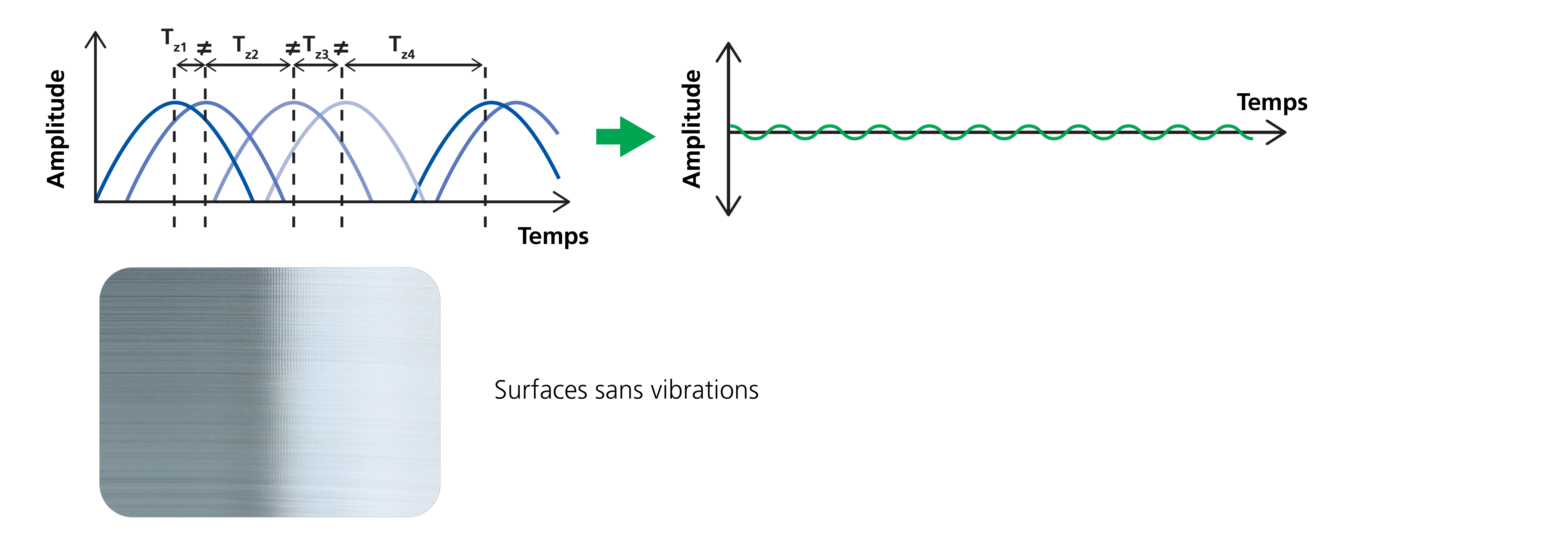
Le nouveau CrazyMill Cool CF dispose de macro- et micro-géométries spécifiques qui suppriment les fréquences de résonance.
Deux éléments essentiels sont ici déterminants : premièrement, une denture asymétrique et deuxièmement, un angle d'hélice hétérogène (chaque arête dispose d'un angle d'hélice différent). Ainsi, aucune des arêtes de la fraise ne produit la même fréquence (TZ1 ≠ TZ2 ≠ TZ3 ≠ TZ4).
Ces mesures empêchent, comme le montre le graphique, la formation de fréquences de résonance et permettent ainsi d'obtenir des surfaces sans vibrations sur toute la longueur d’engagement de la fraise.
Dynamique irrégulière
Une fraise à haute performance polyvalente pour tous les matériaux
Le défi : Une fraise à haute performance polyvalente pour tous les matériaux
Les matériaux présentent des propriétés mécaniques différentes, ténacité, dureté, structure font que l'usinabilité de chacun d'eux divergent. Le meilleur résultat peut être obtenu avec une macro- et micro-géométrie des arêtes de coupe de la fraise spécifiquement adaptée à chaque matière. Il est beaucoup plus difficile de développer une géométrie de coupe adaptée aux principaux types de matériaux dans le domaine de l'usinage, tout en obtenant une qualité de surface exceptionnelle identique à un aspect rectifié.
La solution : Le dernier développement fou de Mikron Tool
Notre département R&D "crazy" a développé la nouvelle fraise CrazyMill Cool SF pour l'usinage de superfinition avec une géométrie de coupe unique. Grâce à ce développement dément, CrazyMill Cool SF obtient une rugosité de surface inférieure à Ra 0,3 µm et apporte en outre une excellente précision de forme à la pièce à usiner. CrazyMill Cool SF garantit une durée de vie remarquable dans des conditions d'usinage extrêmement rapide dans tous les matériaux représentés ci-dessous .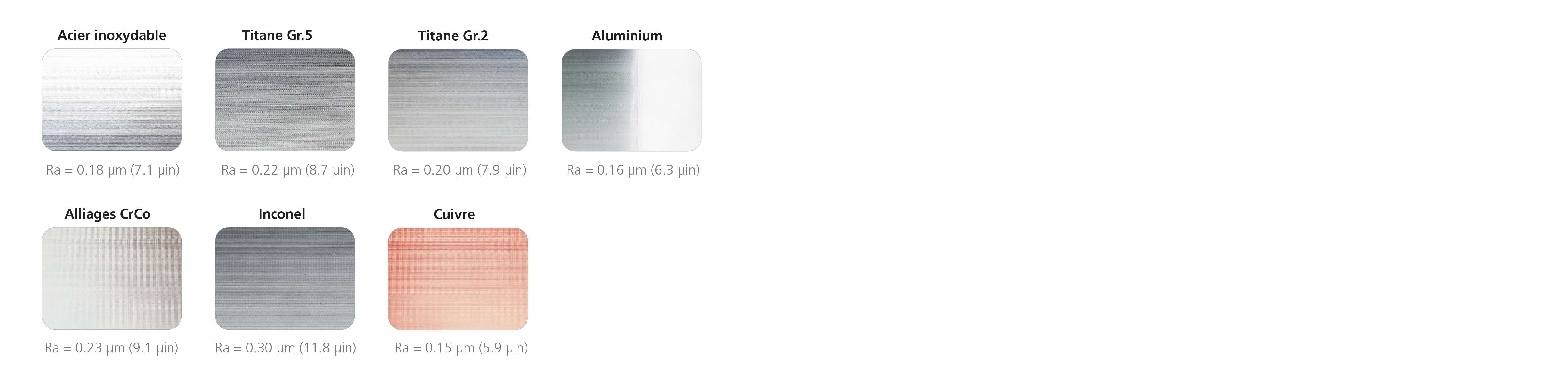
Température élevée & copeaux dans la zone de coupe
Le défi : Température élevée & copeaux dans la zone de coupe
L'usinage des métaux par enlèvement de copeaux développe beaucoup d'énergie et la convertie en chaleur dans les zones de coupe. Il est donc fondamental de maintenir la température dans la zone de coupe aussi basse que possible pour optimiser les performances et la durabilité des outils.
Une température d'usinage excessif affecte, en raison de la plasticité accrue du copeau, la formation, le flux et génère une évacuation difficile des copeaux, ce qui peut entraîner une accumulation indésirable de ceux-ci. Ce phénomène est encore accentué dans le cas d'utilisation de matériaux tenaces comme les titanes, les aciers inoxydables et les superalliages.

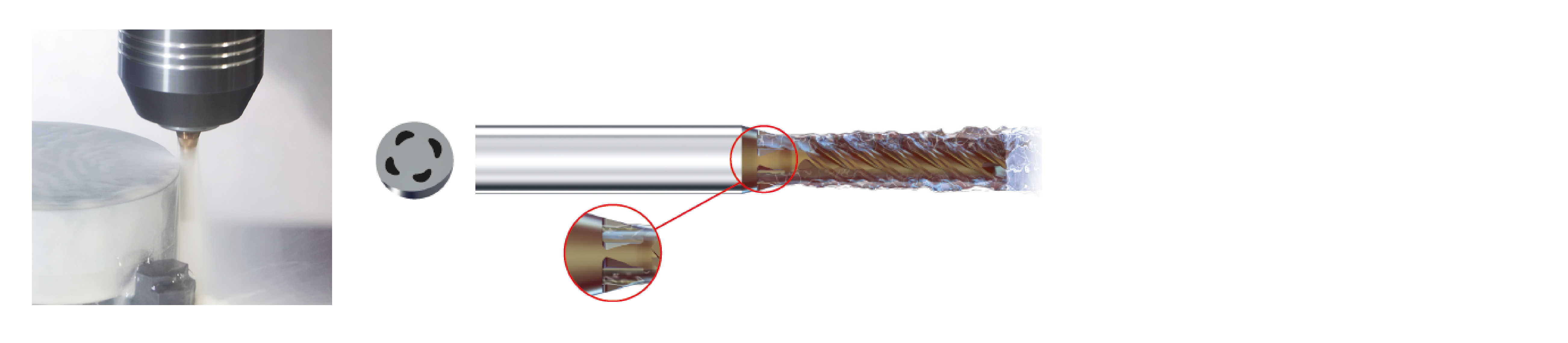
La solution : Arrosage intégré dans la queue
Les canaux de refroidissement brevetés des fraises Mikron Tool, qui traversent la queue, garantissent un refroidissement constant et massif des arêtes de coupe. La puissance du lubrifiant envoyé directement dans la zone de coupe permet d'utiliser des paramètres de coupe beaucoup plus élevée et réduit en outre énormément l'usure de l'outil. Le jet massif de liquide de refroidissement (déjà à partir de 15 bars) garantit en même temps une zone d'usinage sans copeaux ce qui empêche tout pincement et recoupe de ceux-ci.
Des paramètres de coupe plus élevées, combinées à une stratégie de fraisage hautement dynamique (HDM), permettent d'obtenir un processus d'usinage sûr avec un volume de copeaux élevé tout en maintenant une excellente qualité de surface.
UNE fraise de superfinition pour tous les matériaux
Le défi : UNE fraise de superfinition pour tous les matériaux ?
Un outil capable d'usiner des pièces à haute valeur ajoutée demandant les exigences les plus élevées au niveau de la précision et de la qualité de surface (Ra inférieur à 0,3 µm dans les deux sens). Utilisable avec des avances élevées, répondant à une excellente durée de vie grâce à une usure homogène sur toute sa distance de coupe et s'adaptant à tout type de matière de façon universelle.
La solution : CrazyMill Cool SF
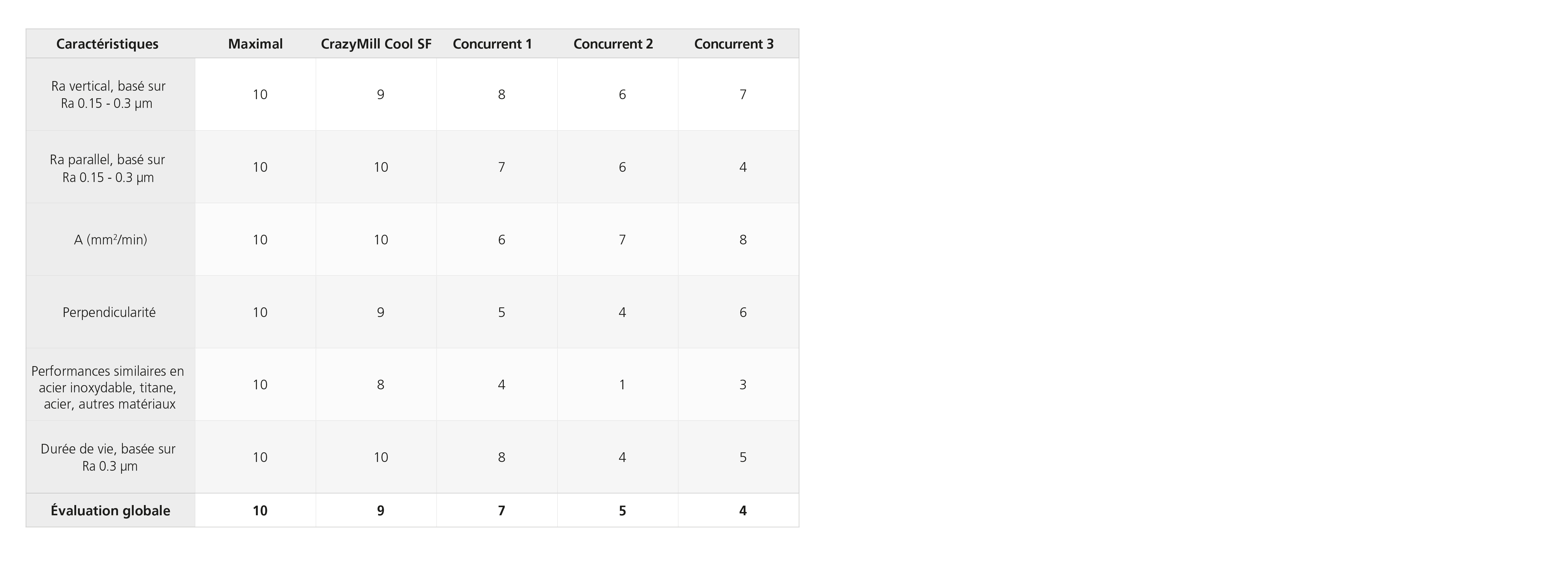
L'objectif du développement de la fraise de superfinition CrazyMill Cool SF était de mettre au point un outil polyvalent capable d'obtenir des états de surface d'une qualité inférieure à Ra 0,3 µm dans les matériaux les plus divers. Grâce aux caractéristiques techniques de la fraise, le résultat est tout simplement exceptionnel. Voir l'aperçu !
La fraise CrazyMill Cool SF est la nouvelle référence en matière de micro-fraisage de précision et superfinition. CrazyMill Cool SF : développée et produite par les fous d'Agno.
Votre CrazyMill Cool SF personnalisée
Mikron Tool propose également CrazyMill Cool SF dans des variantes spécifiques au client :
- Fraises dont les diamètres, les longueurs et le nombre des dents varient par rapport au programme standard
Vous désirez plus d'informations sur nos possibilités? Contactez-nous ici.