Deux forets, une fraise et une stratégie d'usinage parfaite
La plupart des vis médicales sont produites sur des tours automatiques à poupées mobiles, le filetage sur la broche principale, l’empreinte six lobes ou hexalobulaire (mieux connu sous le nom de „TORX®“), sur la contre-broche. Ce dernier processus est, dans la plupart des cas, celui qui prend plus de temps et définit donc le temps du cycle. S’il est possible d’améliorer l’efficacité, même de quelques secondes, le producteur a gagné en temps et en argent.
CrazyMill Hexalobe et CrazyDrill Hexalobe sont – ensemble - la solution développée par Mikron Tool pour augmenter de façon significative l’efficacité dans l’usinage des vis médicales en titane (surtout titane grade 5 ELI / TiAl6V4 ELI / 3.7165), en acier inoxydable (surtout 316LM / X2CrNiMo18-15-3 / 1.4441) ou en cobalt chrome (surtout CrCoMo28).
Grâce à une stratégie et des paramètres adaptés, le temps d’usinage des empreintes hexalobulaires peut être diminué de 50% tout en garantissant la précision du profil et un résultat pratiquement sans bavure.
La fraise en carbure CrazyMill Hexalobe est disponible dans la gamme de diamètres de 0.2 à 1.0 mm (.008“ - .039“), pour des vis de T4 – T30, pour des profondeurs de fraisage de
3.5 x d et de 5 x d, avec 3 ou 4 dents selon le diamètre.
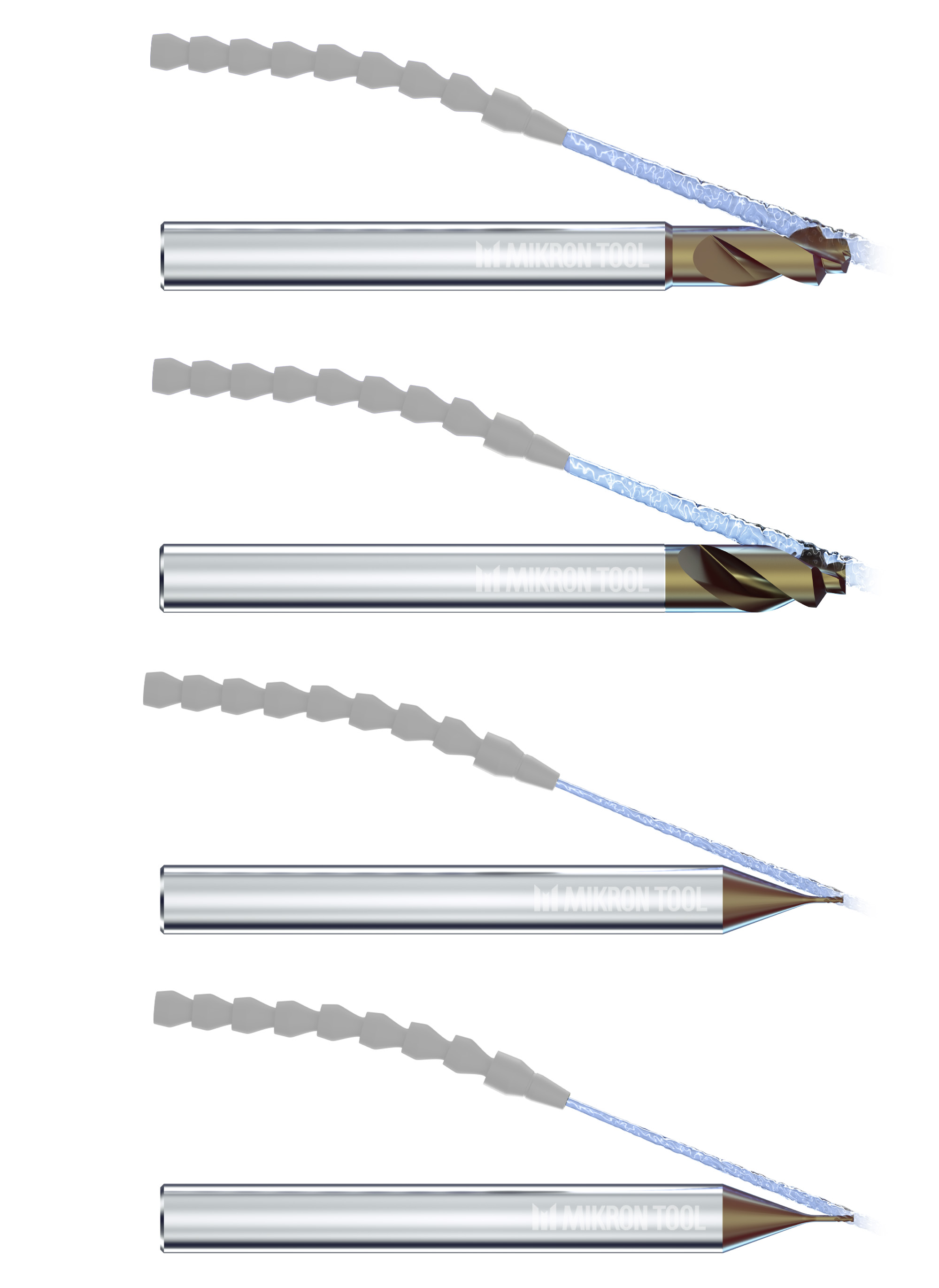
Le foret pilote CrazyDrill Hexalobe avec angle de coupe de 140° et le foret plat CrazyDrill Hexalobe Flat avec angle de coupe de 180° sont disponibles dans la gamme de diamètres de 0.90 à 3.80 mm, (.035“ - .150“), adaptés pour des vis T4 – T30, ou ils peuvent être produits sur mesure comme foret combiné (foret étagé).
Le programme Hexalobe de Mikron Tool
Avec ce programme pour vis médicales, Mikron Tool offre une solution d’usinage qui ne se limite pas à des outils pour l’usinage du titane, de l'inox ou du cobalt chrome, mais fournit en même temps la meilleure stratégie pour leur emploi et les paramètres adaptés.
La procédure la plus efficace pour les vis-TORX® s’est révélée la solution d’usinage qui demande en même temps le plus petit nombre d’outils. Pré-perçage et chanfreinage – fraisage de l’empreinte six lobes – ébavurage final. L’opération de fraisage chronophage peut être effectuée par une interpolation hélicoïdale (avec un pas maximal de 0.8 x d) ou par fraisage latéral (avec une avance axiale maximale de 0.5 x d).
Lors de l'usinage d'une vis en alliage CoCr, un matériau difficile à usiner, il est nécessaire de pré-percer les lobes avec notre foret standard CrazyDrill SST-Inox IK / IN spécialement conçu pour ce matériau.
Réduction de quatre à deux
Les quatre opérations (perçage – chanfreinage – fraisage – débourrage) peuvent être effectuées en trois actions avec deux outils.
- Le foret combiné (foret au carbure de tungstène) effectue d’abord le perçage central ainsi qu’un chanfrein avec l’angle souhaité (standard de 120°), en arrivant tout de suite à une qualité de surface élevée (Ra 0.2µm, Rz 0.8 µm). CrazyDrill Hexalobe Flat (fond plat) est utilisée lorsque la pointe du foret n’est pas désirée sur le composant.
Après le fraisage de la forme définitive, le même outil est utilisé une autre fois pour le débourrage final. Ce dernier passage sert à atteindre une surface pratiquement sans bavure et avec une qualité excellente. - La fraise CrazyMill Hexalobe avec trois ou quatre dents (selon le diamètre) est disponible en deux longueurs standard pour pouvoir usiner les profondeurs des empreintes TORX® différentes selon le type de vis. Sa rigidité élevée permet un usinage avec des avances (ap et ae) élevées, tout en garantissant la précision des dimensions du profil.
Deux facteurs sont responsables d’une qualité de surface excellente : l’application d’une géométrie spéciale ainsi que le fait de pouvoir travailler avec une avance axiale / un angle d’entrée élevé et donc de faire l’usinage complet en peu de passages.
Géométrie de coupe
Pour CrazyMill Hexalobe ainsi que pour CrazyDrill Hexalobe ont été développées trois géométries spécifiques afin de garantir une solution d’usinage avec des conditions optimales pour chacun des trois matériaux les plus utilisés :
De cette façon on peut assurer une interpolation hélicoïdale sans vibrations pour le fraisage et une bonne fragmentation et une évacuation rapide des copeaux pour le perçage.
Carbure de tungstène micro-grain
Un carbure micro-grain spécialement développé, avec une haute rigidité et une résistance contre l’ébréchure des angles de coupe, répond à toutes les exigences relatives aux propriétés mécaniques (dureté élevée ou basse conductivité thermique) du titane, des aciers inoxydables et du cobalt chrome.
Revêtement haute performance
Le revêtement de haute performance eXedur SNP résiste à la chaleur et à l’usure, empêche la formation d’arêtes rapportée et garantit un transport optimal des copeaux. Le résultat est une durée de vie élevée des outils (à fraiser et à percer).
Votre CrazyMill et CrazyDrill Hexalobe personnel
Mikron Tool propose également CrazyMill et CrazyDrill Hexalobe dans des variantes sur mesure :
- Outils à fraiser avec des diamètres, des longueurs et nombre de dents différant du programme standardisé.
- Outils à percer combinés avec des diamètres, profondeurs de coupe et angles de chanfrein différant du programme standardisé.

Vous désirez plus d'informations sur nos possibilités? Contactez-nous ici.
CrazyMill/CrazyDrill Hexalobe Vidéo
CrazyMill/CrazyDrill Hexalobe Vidéo
Nouveau concept pour l’usinage des formes „Torx®“
Nouveau concept pour l’usinage des formes „Torx®“