Eine runde Sache
-
Der neue torische Hartmetallfräser hat es in sich

Mikron Tool erweitert die erfolgreiche Fräserfamilie CrazyMill Cool P&S,
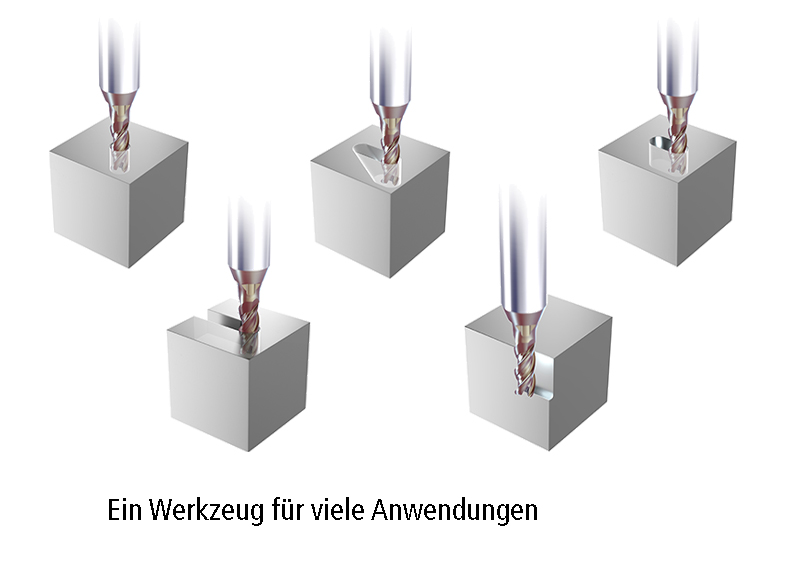
die für Schrupp- und Schlichtbearbeitungen entwickelt wurde, um eine torische Variante. Das neue Werkzeug vereint die Stärken von Fräsen und Bohren und entstand für die Bearbeitung von rostfreiem Stahl, Titan, CoCr-Legierungen und Superlegierungen. Wie seine zylindrischen Vorgänger hat auch dieser Bohrfräser die Fähigkeit, direkt bis 1 x d senkrecht ins Material einzutauchen und seitlich weiter zu fahren. Auf engstem Raum fräst er Nuten und Taschen – ganz problemlos. Wenn Eckenradien gefordert sind, ist er in seinem Element. Für jede Form das richtige Werkzeug.
Er ist verfügbar im Durchmesserbereich von 1 bis 8 mm /.039“ bis .315“ in diesen zwei Versionen:
Typ A: 2.5 x d CrazyMill Cool P&S Corner Radius, Schneidenlänge 2.5 x d, Z3
Typ C: 5 x d CrazyMill Cool P&S Corner Radius, Schneidenlänge 2.0 x d, Z3
Ein einzigartiges Werkzeug für zahlreiche Anwendungen: Fräsen von Bohrungen, Rampen, Taschen, Nuten und Konturen. Scheinbar widerstandslos taucht der Fräser in die schwer zerspanbaren Werkstoffe. Er fräst kraftvoll mit hoher Präzision und Gleichmässigkeit bei hervorragenden Schnittdaten, auch ins Volle - mühelos. Hinter dieser Perfektion steckt eine raffinierte Technologie und eine Vielzahl von Faktoren tragen dazu bei.
Eine bis ins Detail durchdachte Geometrie
Eine neue Schneidengeometrie ermöglicht ein prozesssicheres, vibrationsarmes Eintauchen (Bohren). Es galt zunächst die Mittenschneide zu stabilisieren, die scharf und robust zugleich sein muss. Der Entwicklungsprozess konzentrierte sich dabei auf das Zentrum der Mittenschneide und bereitete einiges Kopfzerbrechen. Man fand eine geniale Lösung, die das Ausbrechen der Schneide verhindert und die Eindringkraft reduziert. Der extraweite Spanraum in der Kopfpartie erlaubt es, die Späne während des Bohrprozesses aufzunehmen und seitlich in die ebenfalls erweiterten Spannuten abzuführen. Angepasste Span- und Freiwinkel sowie stabile Schneidecken verhindern das seitliche Einhaken und das Ausbrechen der Schneiden durch Vibration, was eine der zentralen Schwierigkeiten beim „Bohren“ mit einem Fräser ist.
Immer einen kühlen Kopf bewahren
Damit nicht genug. Die im Schaft integrierten Kühlkanäle führen das Kühlmittel direkt an die Schneiden und sorgen in jeder Position für eine konstante und gezielte Kühlung. Die gekühlten Schneiden erlauben hohe Schnitt- und Vorschubgeschwindigkeiten. Zudem werden dank des massiven Kühlstrahls die Späne kontinuierlich aus der Fräszone gespült. Somit vermeidet man, dass die Späne in der Vertiefung liegen bleiben und mehrfach zerstückelt werden, was den Fräser und die gefräste Oberfläche beschädigen würde. Das Resultat sind hohe Standzeiten und eine hervorragende Oberflächengüte.

Aufgepasst bei der Materialwahl!
Bei diesem Fräser verwenden unsere Profis aus der Produktion ein speziell für ihn entwickeltes Ultrafeinkorn-Hartmetall, das sich durch hohe Zähigkeit auszeichnet und alle Anforderungen in Bezug auf die mechanischen Eigenschaften erfüllt. So unterstützt der robuste Hartmetallschaft ein stabiles und schwingungsfreies Fräsen. Höchste Präzision und Oberflächenqualität sind garantiert.
Die Hochleistungsbeschichtung SNP steigert nicht nur die Oberflächenhärte, sondern erhöht die Verschleissfestigkeit und Wärmeresistenz. Auch der Gleitwiderstand bei der Spanabfuhr wird verringert, um ein Verkleben der Schneiden zu verhindern. Resultat ist ein optimaler Spänetransport und eine hohe Standzeit.
Highperformance wird zur Selbstverständlichkeit
Die Kombination dieser Faktoren ermöglicht eindrückliche Abtragsraten, die dank der hoher Schnitt- und Vorschubgeschwindigkeiten und einer Zustellung (ae) von jeweils 1 x d möglich sind. Der Bohrfräser beeindruckt durch hohe Standzeiten und eine hervorragende Oberflächenqualität und das bereits ab einem Durchmesser von einem Millimeter. Ein paar Fakten im Vergleich zu marktüblichen Werkzeugen:
- Bis zu 5 x höheres Zeitspanvolumen
- Bis zu 5 x höhere Standzeiten
- Bis zu 5 x weniger Bearbeitungszeit
- Perfekt kontrollierte Spanabfuhr
- Exzellente Oberflächengüte Ra ≤ 0,5 µm (20 in µ)
Es überrascht, wieviel Technologie und Power in so einem kleinen Werkzeug stecken kann.
Praktische Daten mit hohem Nutzen
Um die maximale Fräsleistung zu nutzen, hat Mikron Tool bereits die Fräsprozesse klar definiert und stellt auch detaillierte Schnittparameter zur Verfügung. Zudem werden Frässtrategien für das Erstellen von Keilnuten entsprechend ihrer Abmessungen aufgeführt, um möglichst schnell das richtige Werkzeug auswählen zu können. Es handelt sich durchwegs um Daten, die in praktischen Tests mit den entsprechenden Materialien und einzelnen Werkzeugen ermittelt wurden.
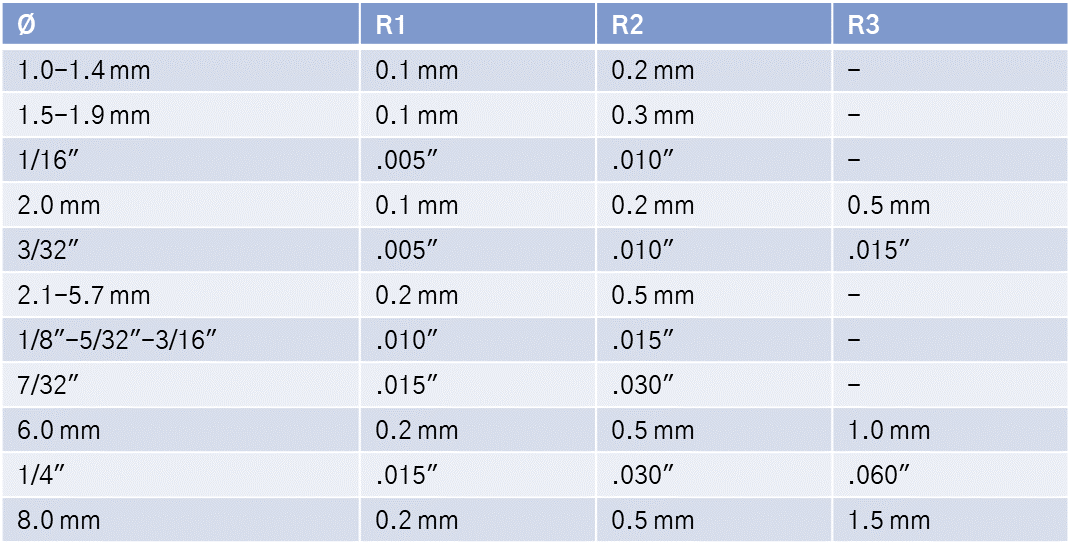
Je nach Durchmesser stehen verschiedene Eckenradien zur Verfügung, die tabellarisch zusammengefasst sind:
Mehr Infos zu diesem Werkzeug? Hier geht es zur Produktseite CrazyMill Cool P&S.
Und werfen Sie auch einen Blick auf das Video!